Порошковые краски и их применение
Содержание:
- Преимущества порошковых покрытий
- Порядок выполнения работ
- Требуемое оборудование
- Принцип работы
- Электростатическое напыление
- Несколько примеров красок
- Необходимое оборудование
- Как красить порошковой краской
- Как красить порошковой краской
- Особенности технологии нанесения порошковой краски и полимеризация
- Что такое полимерно порошковая краска?
- 3 Выбор краски
Преимущества порошковых покрытий
Технология порошковой покраски металла имеет много достоинств:
- Прекрасные физико-химические и декоративные свойства покрытий, которых невозможно достичь другими способами окраски, в том числе богатая палитра возможных цветовых решений.
- Хорошие эксплуатационные свойства покрытий
- Долговечность изделий, окрашенных порошковыми красками
- Нанесение покрытия в один слой благодаря 100%-му содержанию сухого вещества, что говорит об экономичности использования порошковых красок
- Малая пористость
- Улучшенные ударопрочные и антикоррозийные свойства по сравнению с другими красками
- Отсутствие необходимости контроля вязкости, так как порошковые краски поставляются непосредственному потребителю в готовом к использованию виде
- Потери при окраске порошковыми красками составляют 1-4%, а, например, при использовании жидких красок – около 40%
- Затвердевание покрытия в течение 30 минут
- Отсутствие необходимости в больших помещениях для хранения порошковых красок
- Минимум повреждений окрашиваемых деталей при транспортировке и снижение затрат на их упаковку
- Экологическая безопасность покраски порошковыми красками
Ввиду всех вышеперечисленных достоинств данного способа окрашивания металла, большинство промышленников сегодня отдают своё предпочтение именно ему.
ПОРОШКОВАЯ ПОКРАСКА
В спектр услуг компании «Артметалл» входят услуги порошковой покраски металла, снискавшей большую популярность в области покраски металлоизделий.
С её помощью поверхность приобретает высокие декоративные свойства, антикоррозию, ударостойкость. Ей не страшны: осадки, выгорание на солнце, высокие и низкие температуры. Ни одно лакокрасочное средство не может сравниться с эксплуатационными преимуществами порошковой краски.
Порошковая окраска металла позволяет получить качественное и надежное полимерное покрытие, дверей, ворот, заборов, оконных решеток и лестниц. После процесса порошковой окраски изделие становится стойким к органическим растворителям, бензина, растворам кислот, щелочей. Полимерно-порошковая покраска абсолютно экологически безопасна, её технология не предусматривает каких либо растворителей, не токсична и не пожароопасна.
Сфера применения порошковой покраски
Технология порошкового полимерного покрытия применяется:
- в производстве фасадных элементов,
- оконных профилей,
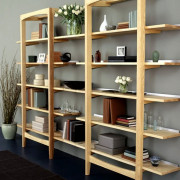
- металлической мебели,
- кровельных материалов,
- офисной и садовой мебели,
- ворот,
- заборов,
- мебельной фурнитуры,
- автомобильных дисков,
- приборных щитков,
- радиаторов,
- холодильников,
- спортинвентаря,
- дверей и практически любых других металлических поверхностей, которые нужно надежно защитить от коррозии, исключая потеки на вертикальных поверхностях и сморщивания покрытий при сушке.
Мы предоставляем услуги порошковой окраски, в следующих направлениях: оборудование, кровельные материалы, бытовая и медицинская техника, отопительные батареи, профили, конструкции, радиаторы.
Порошковые краски
Компания «АртМеталл» предлагает услуги по полимерному покрытию Ваших изделий из металла любой степени сложности. Используем краски от известных и проверенных временем производителей, цвета которых измеряются по шкале RAL. Подготовка поверхности изделия к процессу порошковой покраски включает в себя: очистка, обезжиривание, грунтовка (по желанию заказчика), сушка. Иногда бывает достаточно лишь обезжиривания органическим растворителем.
Кроме обычных гладких, матовых и глянцевых порошковых красок, которые используют многие, мы активно используем краски с различными текстурами и спецэффектами:
- антики
- шагрени
- металлики
- полимерные лаки
- краски с эффектом кожи, шелка, дерева
Каталог цветов RAL
|
RAL |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Покраска типа «Крокодиловая кожа»
Покраска типа «Антик»
Покраска типа «Металлик»
Покраска типа «Сахара»
Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
- Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
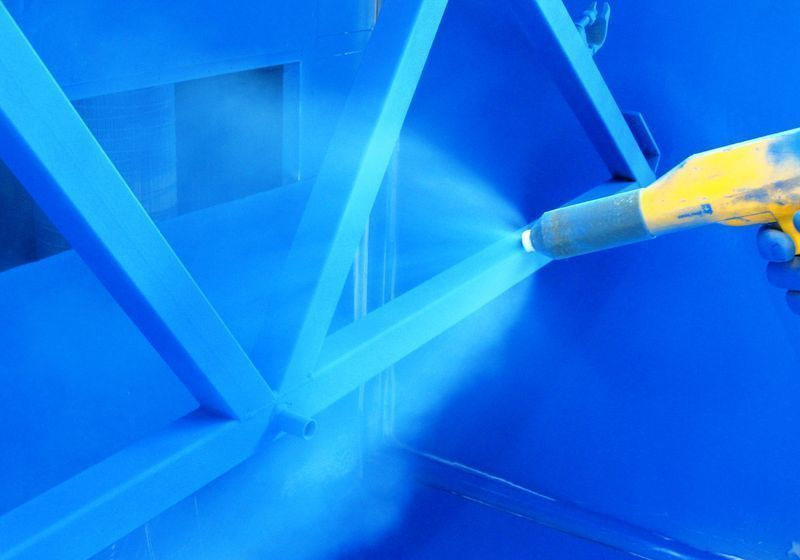
Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение.
Изделие перемещается в печь
На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Принцип работы
Вне зависимости от размера пистолета схема его работы выглядит следующим образом:
- пульверизатор наполняется заряженными частицами лакокрасочного материала;
- рядом с обрабатываемым предметом создается скопление заряженных цветных частиц;
- изделие заземляется и обрабатывается притягивающимися частицами.
Полная схема содержит в себе такие составляющие:
- камера для загрузки обрабатываемых деталей;
- поворотные устройства для навешивания изделий;
- напылительная камера;
- циклон для формирования и заряда лакокрасочных частиц;
- фильтрующий слой;
- разгрузочная камера;
- линии для подачи деталей, движущиеся на небольшой скорости;
- камера для полимеризации лакокрасочного покрытия;
- вентилятор;
- автоматическая система управления процессами, которая контролирует все происходящие процессы, подробно фиксируя происходящее для последующего анализа;
- светильник, который позволяет снаружи видеть происходящее внутри системы;
- отсек для подготовки сжатого воздуха, который затем спровоцирует выброс краски;
- пистолет для порошковой покраски.
Конструкция пистолета для порошковой покраски
Сам пистолет основан на следующей схеме:
- воздухоканал;
- канал для подачи краски;
- линия заземления;
- заряжающие поверхности;
- порошково-воздушная смесь;
- насадка для выдачи и распыления состава наружу.
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Несколько примеров красок
В качестве примера можно привести две напылительные установки турецкого производства от компании Promaks — CM-10 и 2CM-10.
Установка ручного напыления PROMAKS CM10 позволяет использовать лакокрасочные составы широкого диапазона, включая металлик и антик. Также возможно окрашивание стеклянных и керамических предметов. Аппарат CM-10 обеспечивает непрерывную и стабильную подачу краски, благодаря чему покрытие получается очень равномерным. Оборудование отличается простотой эксплуатации.
Среди технических характеристик установки можно выделить:
- настройка электрических параметров оборудования в ручном режиме;
- заземление шланга для подачи порошка;
- кнопка сброса уровня давления;
- фильтр тонкой очистки;
- возможность управления расходом материала и объемом поставляемого воздуха;
- минимальный показатель выходного тока — 130 мкА;
- работа от стандартной сети возможна при 220 В/50 Гц;
- устройство обеспечивает заряд напряжения в 10 кВт, благодаря чему могут заряжаться все разновидности порошковой краски;
- за счет особой конструкции форсунок, установка способна окрашивать даже наиболее удаленные участки поверхности;
- при необходимости замена краски осуществляется в сжатые сроки;
- приблизительный расход порошковой краски составляет 150 граммов на квадратный метр;
Для больших площадей установка Promaks CM10 считается одним из лучших представителей этого класса оборудования.
Также компанией Promaks выпускается установка Promaks 2CM-10. Она почт в 2 раза дороже Promaks CM10: ее цена доходит до 160 тысяч рублей. Однако более высокая стоимость оправдывается уменьшенным расходом порошковой краски (120 граммов на квадратный метр), а также наличием дополнительного модуля управления. Кроме того, в комплект входит второй пистолет со шлангами и проводами к нему.
Если нужно своими руками покрасить небольшую поверхность для бытовых целей, то в приобретении специализированной техники, пожалуй, нет необходимости. Если же необходимо регулярное окрашивание десятков и сотен деталей, без профессиональной покрасочной установки не обойтись.
Необходимое оборудование
Для изготовления порошковой покрасочной камеры потребуется купить некоторое оборудование, которое невозможно смастерить из подручных средств. Работа в самодельной камере потребует строгого соблюдения точной технологии. Что потребуется:
- Печка по принципу духовки.
- Пылесос с насадкой циклонного вида.
- Покрасочный пистолет.
- Наличие вентиляции.
- Сильный компрессор для подачи сжатого воздуха.
- Надёжный, мощный источник электроэнергии.
- Фильтр с регулятором давления.
Можно применить обычную модель покрасочного пистолета. Через него надо пустить сжатый воздух под давлением две атмосферы. Но часто придётся иметь дело и с более высоким давлением. Необходимо запастись фильтром с регулировкой давления. Устройство камеры требует наличия мощного источника тока. Процесс потребует и вентиляции. Применить простой пылесос не получится: он быстро забьётся. Лучше всего купить аппарат с циклонной насадкой. В ходе работы пригодится оборудование:
- линейка,
- болгарка,
- уровень,
- сварка (желательно полуавтоматическая),
- ножницы по металлу,
- прочие инструменты (обязательно плоскогубцы).
Камера полимеризации может быть сделана без сварки. Её можно склепать, сделать на саморезах.
Материалы и составные части
Потребуется перечень следующих материалов:
- оцинкованный листовой металл,
- профильная труба (с гранью 30 мм),
- тэны для нагрева,
- улитковый вентилятор,
- дверные петли и защёлка,
- утеплитель (желательно базальтовая плита 100 мм),
- блок для управления электроприборами,
- провод с соответствующим сечением.
Освещать помещение лучше всего герметичными лампами дневного света. Они не нагреваются, осевшая на них краска не станет плавиться. После установки печи располагают кронштейны. Они потребуются для охлаждения покрашенных деталей. Проводка электросети — дело ответственное. Оно не терпит ошибок, схема должна иметь заземление. Лучше пригласить для консультации бывалого электрика.
Как красить порошковой краской
До того, как красить порошковой краской нужно подготовить основание
Также важно подобрать красящий состав правильно. После же покраски проводят сушку слоя
Важно подобрать красящий состав правильно.
Выбор краски
Окрашивание можно производить двумя типами красящих средств: термопластичным, при их использовании средство наносится на изделие, которое запекается, воздействует на процесс лишь температура; термореактивные, соединение происходит за счет химической реакции, в итоге слой будет особо прочным.
 Оттенок краски нельзя изменить красителем.
Оттенок краски нельзя изменить красителем.
Отличия полиэфирных и эпоксидных порошковых красящих смесей
Когда предмет эксплуатируется на улице, то полиэфирные составы более предпочтительны. Они лучше справляются с защитой поверхности от внешних факторов. Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
 Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
Технология окрашивания
Технологически процесс выполняется нижеописанным образом:
- Очищается основание от всех типов загрязнений, снимается старый слой.
- Проводится обезжиривание.
- Высохший предмет отправляют в камеру, заземляют.
- Краскопультом распределяется порошок.
- Переносят окрашенную деталь в печь.
- Нагревается предмет 10-30 минут под необходимым температурным воздействием.
- Изымают предмет из печи, чтобы оно остыло, использовать изделие желательно через 24 часа.
 Нагревается предмет 10-30 минут под необходимым температурным воздействием.
Нагревается предмет 10-30 минут под необходимым температурным воздействием.
Подготовительный этап
Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен. Обезжиривают предмет, наносится грунтовочный раствор, рекомендуется провести пассивирование предмета, чтобы исключить появления ржавчины во время работы.
 Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен.
Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен.
Шпаклевка
Шпаклевка применяется, чтобы устранить неровности основания. Также шпатлевка помогает создать защиту от коррозийных образований, укрепить предмет, поверхность становится толще.
 Шпаклевка применяется, чтобы устранить неровности основания.
Шпаклевка применяется, чтобы устранить неровности основания.
Покрывание детали порошковым покрытием
Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло, после запуска процесса специальным курком. Остатки порошка можно будет после собрать, использовать на другом изделии.
 Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло.
Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло.
Полимеризация
Полимеризация проходит в печи, важно верно подобрать температурный режим и время нагревания. Параметры зависят от вида краски, производитель часто прописывает показатели в инструкции
После деталь должна остыть на открытом воздухе.
Полимеризация проходит в печи, важно верно подобрать температурный режим и время нагревания.
Порошковое окрашивание можно провести самостоятельно. Многие приборы можно сделать самому, но все же некоторые технически сложно сделать, поэтому лучше приобрети готовые варианты.
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.

Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
Порядок действий:
Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить. Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
Очищенные детали обезжириваются и тщательно высушиваются. Если требуется, то проводится фосфатирование. Участки, которые не должны быть покрашены, закрываются.
Обработанное изделие помещается в покрасочную камеру и заземляется. Для этого его навешивают на подвесах. Зацепы не должны препятствовать равномерному распределению состава.
При помощи пистолета порошок напыляется на поверхность детали
Необходимо соблюдать осторожность, ведь при касании состав легко стирается. Если это произойдет, то потребуется нанести новый слой
Для этого наилучшим решением будет наличие передвижного навесного приспособления. Нанесение порошкового покрытия
После обработки изделие помещается в печь. Выбирается необходимый температурный режим, процесс нагрева длится от 10 до 30 минут. Чтобы окрасить изделие правильно, нужно соблюдать температуру для каждого слоя: если нанесена грунтовка, то это около 150–160оС, для базового покрытия – 170–180 градусов, а для основного – более 190оС. Естественно, показатели зависят от материала и размера детали.
После запекания изделие извлекается из печи. Для полного сцепления краски рекомендуется выждать сутки. Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Что такое полимерно порошковая краска?
Полимерно порошковая краска — это технологичное вещество, которое призвано защищать, а также наделять привлекательными эстетическими свойствами металлические поверхности.
Такие поверхности после покрытия данным веществом намного дольше могут эксплуатироваться даже в достаточно агрессивных средах. Особо устойчиво такое покрытие к разнообразным механическим воздействиям.
Небольшая историческая справка о полимерно порошковой краске
Данное лакокрасочное покрытие было разработано на территории Соединенных Штатов Америки в середине пятидесятых годов двадцатого столетия.
Оно было создано специально для автомобильного производства, которое, в свою очередь, тоже тогда только начинало свое развитие.
Прошли долгие шестьдесят лет и теперь полимерно порошковая краска применяется не только в качестве лакокрасочного средства для транспортных средств, но и нашло свое применение в качестве бытового лакокрасочного материала.
Исторически сложилось, что, в первую очередь, данным лакокрасочным материалом покрываются различные детали и элементы, которые подвергаются температурному воздействию.
Суть окрашивания полимерно порошковой краской
Конечно, в рамках одной статьи мы не можем ответить на вопрос, как красить порошковыми красками, но мы попробуем передать основную суть этого процесса.
Предварительно очистив окрашиваемый предмет, на него напыляется данное лакокрасочное вещество.
Во время этого процесса частицы полимерно порошковой краски получают электрический заряд. Это происходит при помощи внешнего источника питания или за счет естественной электризации в результате действия силы трения.
После того, как слой краски был нанесен на поверхность деталь или объект, подвергшиеся окрашиванию, отправляются в специальную камеру, в которой они проходят полимеризацию.
Этот процесс как бы запекает краску на поверхности. После него деталь вместе с лакокрасочным покрытием можно вводить в эксплуатацию.
Стоит отметить, что, помимо всего прочего, применение полимерно порошковой краски является очень экономичным процессом.
Это связано не только с тем, что слой покрытия имеет толщину менее 0,3 миллиметра, но и с тем, что все частицы лакокрасочного вещества, плохо осевшие на поверхности не уходят впустую, они собираются окрасочной камеры и после завершения работ могут быть снова применены на новой детали или объекте.
3 Выбор краски
Рынок предлагает 2 типа составов, поставляемых порошком:
- Термопластичный. В таком варианте порошки наносят на поверхность, после чего ее запекают посредством специальной печи. Покрытие при этом подвергается исключительно термической обработке. Основными веществами выступают поливинилбутирал, полимеры, полиамид, полиэлифин. Такие типы составов используют в случае, если в дальнейшем планируется перекрашивать объект.
- Термореактивный. Для сплавки фракций на окрашиваемом объекте применяется химическая реакция. Такой подход позволяет получить максимально устойчивое к внешним воздействиям покрытие. Используются смеси эпоксидного, полиэфирного типа, их комбинации, а также полиуретановые вариации. После затвердения покрытие остается на весь срок эксплуатации, не подлежит замене.
После нанесения красочного вещества на объект его цвет не поддается колеровке, поэтому важно изначально подобрать оптимальный вариант. Если необходимо обеспечить защиту от воспламенения, стоит купить специальный ЛКМ огнезащитного типа
Термопластичные разновидности в таком случае не подойдут – они могут потерять форму при воздействии высоких температур.
Преимуществом термопластичных порошков является их пластичность, максимально гладкий слой после отвердения. Способны выдерживать ударное воздействие, изгибы несущего элемента. Термореактивные вариации наносят на бытовую технику, автомобильные детали, подвергающиеся воздействию повышенных температур. Также они повышают общую прочность изделия и обладают доступной стоимостью.
Технология окрашивания
Нанесение покрасочной смеси на поверхность детали осуществляется специальным пистолетом-распылителем. Он работает на сжатом воздухе, что обеспечивает равномерное распределение. В некоторых вариациях система дополнена рекуператором, который собирает не попавшие на поверхность частицы и позволяет использовать их повторно. Если такого агрегата нет, можно простелить на полу газету, с которой также можно собрать опавшие фракции.
Для нанесения оборудуют предварительный отсек напыления, рядом с камерой полимеризации. В ней оборудуется заземленный стенд с кронштейнами. Крепежные элементы не должны препятствовать равномерному распределению порошка. Содержимое пистолета электризуется и надежно прилипает к изделию, подключенному к минусовому проводу электросистемы. После распыления на стенд не должны воздействовать сквозняки и механические усилия – это повлечет осыпание материала. Предварительно рекомендуется провести проверку на расходном металлическом листе.
Когда слой нанесен, изделия помещают в печь для полимеризации. Если габариты изделия небольшие, можно использовать самодельную систему. В противном случае допускается установка инфракрасных ламп или нагревателей с обеих сторон от стенда. Температурный режим стандартного процесса составляет 170оС-190оС. Время запекания – 10-15 минут. Обрабатывать мелкие запчасти возможно, используя бытовую духовку, однако после запекания ее нельзя применять в приготовлении еды.